%201.png?width=146&height=103&name=Slice%203%20(72)%201.png "JV Logo")


In the high-stakes world of manufacturing, precision is key.
As industries strive to push the boundaries of engineering, the quest for cutting-edge techniques to consistently produce precise, intricate, high-quality parts has become increasingly crucial.
Enter Electrical Discharge Machining (EDM), a process that empowers manufacturers to create precision parts with complex shapes and tight tolerances. Here we'll explore EDM’s various types and applications and cover the basics of EDM in manufacturing.
EDM Manufacturing - What is Electrical Discharge Machining?
Electrical discharge machining uses controlled electrical discharges to remove material from a workpiece.
Unlike conventional machining methods that rely on cutting tools, EDM employs electrical sparks between an electrode and a workpiece to erode the material and shape it into the desired form.
While the concept and basic principles of EDM were initially developed in the 1940s, it’s taken some time for the technology to mature.
With advancements in power supply tech and electrode materials, and by incorporating features such as Computer Numerical Control (CNC) capabilities, it’s become a go-to manufacturing technique.
Curious on how EDM can impact your manufacturing process?
Reach out to our team at JV Manufacturing to get started.

Types of Electric Discharge Machining
With continuous advancements in machine capabilities, tooling, and process optimization, there are now two main types of EDM machines in manufacturing:
- Wire EDM
- Ram EDM
Wire EDM
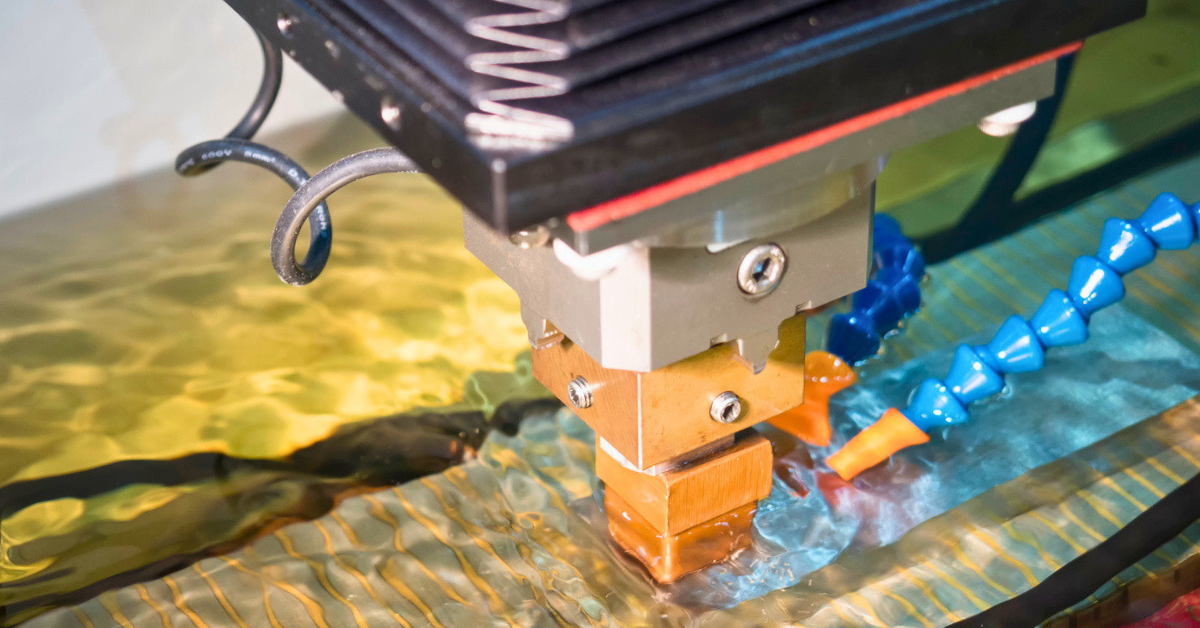
In Wire EDM, a thin, electrically conductive wire is used as the electrode. Typically, the wire is made of brass or tungsten, and it is continuously fed from a spool during the machining process. The wire is guided along a programmed path, controlled by a CNC system, to create the desired shape in the workpiece.
The workpiece is submerged in a dielectric fluid, often deionized water, which serves as a medium to flush away the eroded material and to cool the machining area. The wire is positioned close to the workpiece, and controlled electrical discharges occur between the wire and the workpiece.
As electricity is discharged, intense heat is generated, causing localized melting and vaporization of the workpiece material. The continuous feed of the wire ensures that the eroded material is constantly removed from the cut, resulting in a narrow kerf and precise cutting.
Wire EDM is known for its ability to cut complex shapes, intricate contours, and tight radii. It is particularly suitable for applications requiring high precision and tight tolerances. The wire EDM process can be used with a wide range of conductive materials, including metals and alloys such as:
- Steel
- Aluminum
- Copper
- Titanium
- & More
The advantages of Wire EDM include its ability to produce intricate components with minimal residual stress, high accuracy, and excellent surface finish.
Additionally, the non-contact nature of the process allows for cutting delicate and fragile materials without causing damage.
Ram EDM
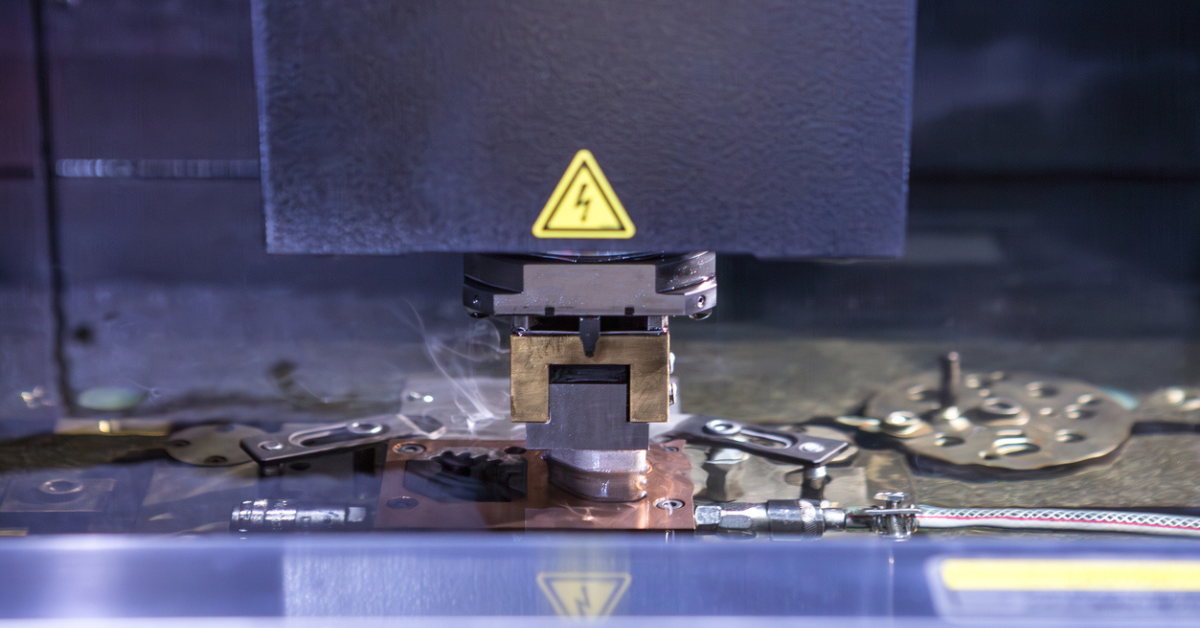
In Ram EDM, also known as Sinker EDM or Conventional EDM, the workpiece is submerged in a dielectric fluid (typically oil) while a specially shaped electrode (often made of graphite or copper) is brought into contact with it. The electrode and the workpiece are connected to a power supply, and controlled electrical discharges occur between them.
High-energy pulses of electricity pass through the dielectric fluid, creating a small gap or "spark gap" between the electrode and the workpiece. This causes localized melting or vaporization of the material, eroding it and creating the desired shape.
The electrode used in Ram EDM is designed to match the shape or cavity that needs to be created in the workpiece. The electrode and workpiece are carefully aligned to ensure accurate and precise machining.
Ram EDM is particularly effective in machining complex shapes, deep cavities, and intricate features. One of the key benefits of RAM EDM is its ability to machine conductive materials, regardless of their hardness such as:
- Hardened steels
- Carbides
- Exotic alloys
This makes it an ideal choice for applications in tool and die making, mold making, and the production of precision components for industries such as aerospace, automotive, and medical.
|
JV Manufacturing uses both Makino Sinker and Wire EDM machines featuring Hyper-i control technology. These state-of-the-art machines maintain our high-quality standards and operate with wire as small as .002″ in diameter. |
Applications of EDM Manufacturing
EDM's ability to achieve precision and work with exotic and hard-to-machine materials makes it invaluable in a wide range of industries. Here are some key applications:
- Aerospace and Automotive – EDM is widely used in aerospace and automotive industries to manufacture critical components such as turbine blades, fuel injection nozzles, and intricate engine parts. Its precision and ability to work with heat-resistant alloys and hardened steels make it an excellent choice for these applications.
- Medical Industry – EDM in manufacturing is highly sought after in the medical field. recision and complex shapes are vital, so EDM is the perfect fit.It’s used to manufacture intricate surgical instruments, dental implants, and orthopedic implants with tight tolerances and superior surface finishes.
- Electronics and Toolmaking – EDM is instrumental in producing molds, dies, and tooling for the electronics industry. It enables the creation of intricate shapes for microelectronic components, as well as the fabrication of custom-made cutting tools and punches.
The EDM Manufacturing Process
The EDM process involves several key steps:
1. Design and Programming
Computer-aided design (CAD) software is used to create a digital model of the desired part. Subsequently, specialized Computer-Aided Manufacturing (CAM) software generates the toolpath and guides the EDM machine.
2. Setup
The workpiece is mounted securely on the EDM machine, and the appropriate electrode is chosen based on the desired shape and material compatibility.
3. EDM Calibration
The EDM machine is carefully calibrated, and the parameters such as voltage, current, and pulse duration are set. The electrode is positioned close to the workpiece, and electrical discharges are initiated, eroding the material in a controlled manner. This process continues until the desired shape is achieved.
4. Finishing
After the EDM process, the finished part may undergo additional post-processing steps such as deburring, polishing, or heat treatment to enhance its surface finish and mechanical properties.
Precise Parts with EDM
EDM has revolutionized the manufacturing industry, powering the creation of high-precision parts with complex shapes and tight tolerances.
Its versatility, ability to work with a wide range of materials, and high level of accuracy have made it an indispensable tool across various sectors.
As technology advances, EDM manufacturing continues to evolve, offering manufacturers new avenues to push the boundaries of engineering and create innovative products, shaping the world around us.
Ready to Learn More?
We’re committed to doing things right the first time to develop customized solutions that we deliver on spec, on time, and on budget. Let’s have a conversation about your manufacturing needs:

EDM Metals: Choosing Materials for Electrical Discharge Machining
ECM Vs. EDM Machining: What’s the Difference?